18765651983
0536-3424222

2021-05-05
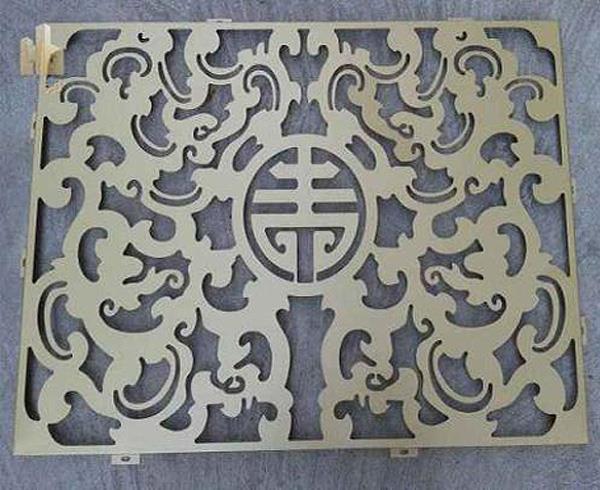
硼酸-硫酸阳极化处理雕花铝单板的工艺流程为∶碱洗→温水洗→冷水洗→酸洗(脱氧)→冷水洗→喷淋→阳极化→冷水洗→喷淋→封闭处理(按需)→干燥。
酒石酸-硫酸阳极化处理铝单板的工艺流程为∶碱洗→温水洗→冷水洗→碱腐蚀(机加工件不建议进行碱腐蚀,直接进行酸洗)→温水洗→冷水洗→酸洗(去污)→冷水洗→喷淋→阳极化→冷水洗→喷淋→封闭(按需)→干燥。
比较了两工艺流程看出∶两种阳极化的前处理过程是不同的,阳极化及其后面的流程是一样的。我们知道,前处理有着两个目的∶一是除掉油污,二是去掉铝件表面上的氧化物,使工件在阳极化前露出新鲜的基体表面,继而保持阳极化成膜的质量。两工艺除油均运用了碱洗的方式,但清理工件上面的氧化物所使用的方法却是不同。硼酸-硫酸阳极化的工艺运用了酸洗方法,如采用三酸脱氧液Cr(VI)22.5~26.0g/L+硝酸75~105g/L,氢氟酸按腐蚀速率进行添加,将腐蚀速率控制在20~25μm/h,室温下处理1~3min);
酒石酸-硫酸阳极化运用的是先要进行碱蚀后再去污的办法,如碱蚀液含游离NaOH35~45g/L、R-COONa-R5~10g/L和SocomulTA1~3mL/L,在温度29~35℃下处理2~8min,腐蚀速率为48~72μm/h,去污液则含Smut-GoNC200~245g/L和硝酸50~80g/L,在温度20~40℃下处理5~10min,腐蚀速率为2.4~8.4μm/h。
硼酸-硫酸阳极化对于雕花铝单板,可使用碱洗+脱氧的前处理流程;而酒石酸-硫酸阳极化对除机加件之外的工件,均要求碱洗+碱蚀+去污的流程,目的是越好并且有益地清理掉工件上的氧化皮,因碱蚀溶液腐蚀的速率较快,清理零件原材料上氧化皮的效率和作用都要比脱氧溶液高。
另外,有规范中明确指出了酸洗会影响到材料的疲劳性,要求有疲劳性要求的零件应进行碱腐蚀处理。尽管有人认为酸洗会影响材料的疲劳性,但在碱蚀之后,雕花铝单板表面会构成一层挂灰,又不能避免的应用酸洗溶液来把其清理(通常被称作去污或出光)。为了减小对零件的疲劳性能的影响,有文件同时规定了要严格控制零件的酸洗时间。

上一条: 幕墙铝单板厂家加工铝板幕墙龙骨的技术分享
下一条: 剖析圆弧形双曲铝单板方通吊顶的含义与优点