18765651983
0536-3424222

2023-04-27
本文我们来了解下冲孔异型铝单板主要的生产加工技术,具体参考如下:
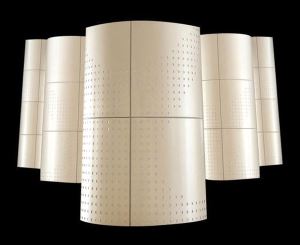
某工程镂空铝板边长大多在3.0米长左右,单件板块板面超常规尺寸,并且还要镂空。如此大规格的板材,如何保证板材不变形、加工精度高,是保障小穹顶设计成果和安装质量的关键。
(1)铝板原板材是质量控制的关键。首先充分利用图纸深化、现场放线这段时间,选用几种材质的铝材及板材厚度分别为10mm、6mm、4.5mm按照原设计图纸做1:1实物样板,几套样板按吊装的安装方式安装于现场样板区。经过了近3个月的观察和实验论证,终选定使用3004材质、4.5mm厚的板材做为冲孔异型铝单板加工主材料,安装栏杆、拉索、各种小配件使用304不锈钢材质。并要求铝板加工厂家送货时提供原板厂家的供货证明及材质证明,同时现场抽查送检,如发现有不达标产品即可退场,以保证原材料的品质。
(2)确保加工精度,先运行Tekla、犀牛、AutoCAD等制图软件根据现场放线尺寸反复建模碰撞,导出镂空三角板、拉缸、拉索及配件的尺寸,并由AutoCAD转化为具体的生产加工图,然后再加工图中把每个板块导入小穹顶三维模型中,查看是否所有板块均整体符合,无偏差,终端确定的加工图下单至加工厂家。在厂家加工生产过程中派驻技术人员到厂监督生产,并随时随机抽检板块的尺寸是否按图加工,不合格产品不得出厂。
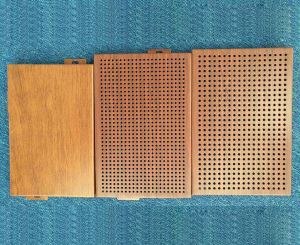
(3)由于镂空三角板的镂空图案都是随机组成,没有任何规律性和相同性,并且对于尺寸及外观精度要求特别高,所以采取数冲加工。由于三角板规格大,受原材料尺寸限制,需要拼接组焊。针对组焊板块,要特别注意合理拆分,避免长焊缝,若出现长焊缝是,优先采用点焊或断续焊的方式连接;如果必须满焊,则考虑增加焊道筋或采取水冷的焊接方式,控制板面变形。
(4)铝板加工成型后,在喷涂前要进行表面打磨处理,一方面清除焊肉、划痕等缺陷,一方面提供喷涂时表面的附着力。打磨后的铝板应无粗砂纸印,无可视焊痕,铝板表面粗糙度达到5-10μm。打磨后的铝板要经过水洗、酸洗、钝化、烘干等前处理过程,彻底清除铝板表面的杂质、污物;喷涂前要制定合理的喷涂吊挂方式,避免因受力不合理造成板块变形。喷涂时参照相关标准、涂料供应商的要求对各涂层干膜厚度严格控制。
喷涂后的冲孔异型铝单板要及时包装保护。包装后的产品不允许有漏贴、飞边、掉膜现象。并根据板材几何形状摆放板材,严格控制数量,避免板材过多造成挤压变形。


上一条: 冲孔异型铝单板吊装过程应注意哪些问题?
下一条: 浅谈冲孔包柱铝单板的安装工艺